A Machine Vision application that once cost $160,000 per year to run on Microsoft’s Custom Vision platform now runs for 12.5K per year on the Distributive Compute Protocol, and private data never leaves the Manufacturer’s facility. This represents a 92% drop in computing costs. Distributive and Honeyvision are demonstrated game-changing, ultra low-cost paths for manufacturers to explore Smart Manufacturing solutions and perform return-on-investment discovery.
Smart manufacturing processes use digital information to optimize product, factory, and supply-chain operations. Machine Vision (MV) applications in particular impact quality assurance, worker safety, and real-time monitoring, thereby increasing productivity, efficiency and reliability. MV refers to AI and data science algorithms ingesting video feeds to extract actionable information - such as equipment degradation, personal protective equipment infractions, safety zone violations, etc - and automatically trigger other processes. One of the single largest barriers to operationalizing MV is the cost of digital infrastructure needed to support it. Manufacturers are forced to either purchase and operate High Performance Computing infrastructure, or provision expensive cloud computing services. Manufacturers abhor the idea of spending $2M per month on cloud services and of sending proprietary data and algorithms offsite. Furthermore, respondents cited unclear Return on Investment (ROI) from implementing MV solutions against the high cost of operationalizing in the cloud.
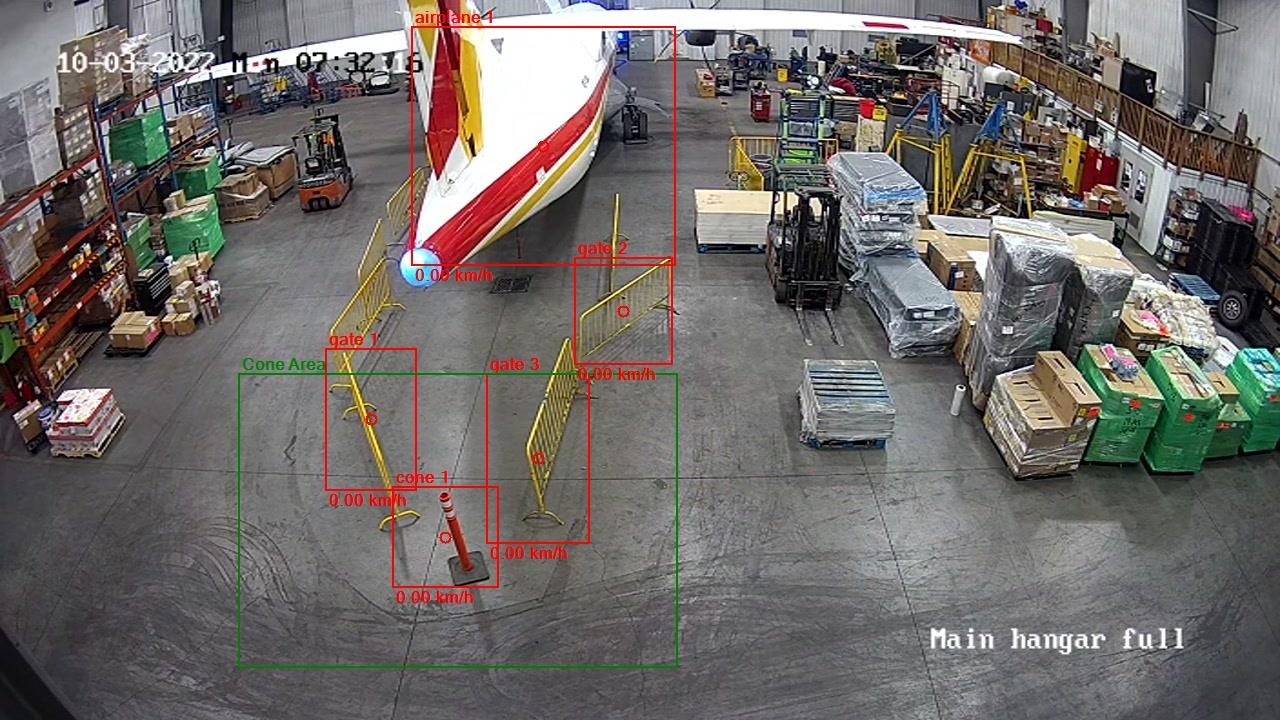
In only 6 months, Distributive and Honeyvision built an MV framework and model that took advantage of a novel on-prem virtual distributed computing solution. This approach produced a savings of 92% compared to Microsoft’s Custom Vision platform. Of greater importance still, proprietary data never had to leave the facility as is the case with commercial cloud. The solution - adequately codenamed Overwatch - continuously analyzed video feeds to detect infractions of protective buffer zones around dangerous machinery, automatically alerted human supervisors, and could be used to trigger machinery shutdown. The algorithms and video data were processed using idle computers and IoT devices already found in the manufacturing facility, meaning that data remained on-prem and no expensive cloud services were required.
Machine Vision is only one example of a compute-enabled Smart Manufacturing application. Drastically cheaper compute also enables R&D cost savings, improved product quality, accelerated development and commercialization of entirely new products, long-term growth and competitiveness impacts and other societal benefits. Distributive and Honeyvision are helping Canadian manufacturers access low-cost and low-risk Smart Manufacturing solutions that will increase efficiency and safety.